



چه طور از تاب برداشتن مدل سه بعدی جلوگیری کنیم؟
مقدمه
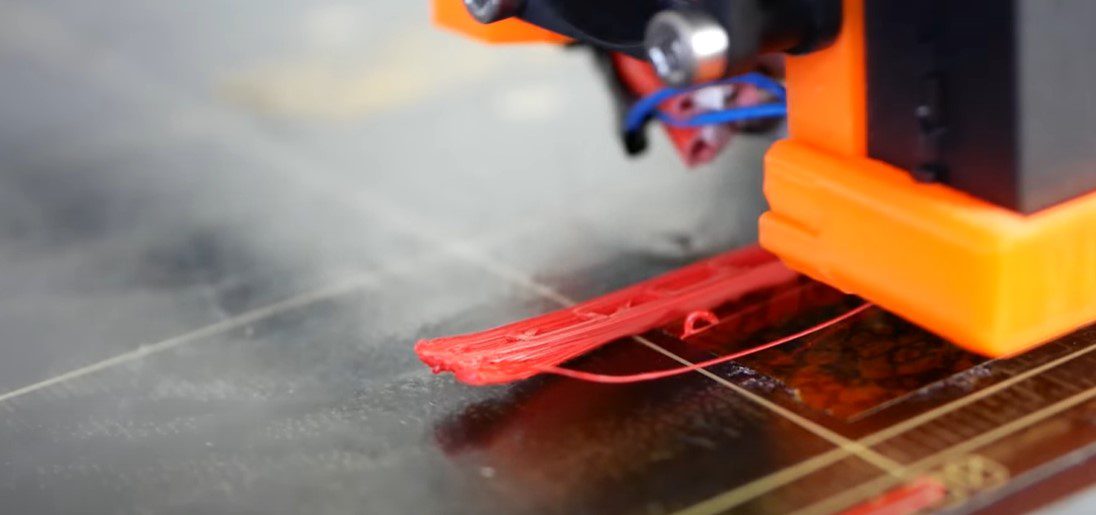
یکی از مشکلات رایجی که در پرینترهای سه بعدی FDM وجود دارد، تاب برداشتن مدل سه بعدی یا Warping میباشد. اگر تا به حال تجربه کرده باشید که لبهها و گوشههای مدل سه بعدی شما بر روی صفحه چاپ، پیچ میخورند و از روی صفحه چاپ بلند میشوند. این مسئله میتواند برای کاربران آزاردهنده باشد و منجر به ایجاد عیب در قطعه و تغییر در ابعاد آن شود.
تاب برداشتن مدل سه بعدی (Warping) ناشی از انقباض حرارتی است. با سرد شدن، فیلامنت اکسترود شده، منقبض میشود. از آنجایی که اولین لایه چاپ سه بعدی به صفحه چاپ میچسبد، به همراه بقیه لایههای مدل منقبض نمیشود. در عوض، نیروها شروع به خم کردن قسمت پایینی چاپ میکنند و آن را به سمت بالا هدایت میکنند.
یکی از فیلامنتهایی که مستعد تاب برداشتن مدل سه بعدی است، فیلامنت ABS میباشد زیرا تا حدود دمای 100 درجه سانتیگراد، هنوز هم به صورت جامد است. این به آن معنی است که فیلامنت اکسترود شده به سرعت در حین چاپ جامد میشود و آن را در برابر نیروهای تابخوردگی آسیب پذیر میکند.
برای مقابله با پدیده Warping در پرینترهای سه بعدی، باید نیروهای انقباض را کاهش دهید و لایه اول را محکم به سطح چاپ بچسبانید. در ادامه تلاش شده است که که نکات اساسی پوشش داده شوند که میتوانند برای انواع فیلامنتها به خصوص فیلامنت ABS استفاده شوند.
صفحه چاپ را تمیز کنید
در اثر عوامل مختلفی مثل گرد و غبار، انگشتان چرب یا باقی مانده چسب، صفحه چاپ شما احتمالا در طول زمان لایهای از خاک را جمع میکند. این کار باعث میشود اولین لایه چاپ سه بعدی شما به درستی نچسبد و احتمال تاب برداشتن مدل سه بعدی را افزایش میدهد.
به خاطر داشته باشید که باید صفحه چاپ خود را به طور مرتب تمیز کنید. پاک کردن سریع با یک حوله نازک و مقداری الکل ایزوپروپیل (IPA) برای صفحههای PEI، موثر خواهد بود.
اگر یک صفحه شیشهای دارید، میتوانید از یک سوهان برای از بین بردن باقیماندههای اضافی، استفاده کنید. با این کار، صفحه چاپ برای نگه داشتن لایه اول، کار سادهتری دارد.
توجه داشته باشید که از همه مواد شوینده نمیتوان برای پاک کردن انواع سطوح استفاده کرد، زیرا ممکن است واکنش متفاوتی نشان دهند و در نهایت آنها را خراب کنند.
تنظیمات لایه اول را به درستی انجام دهید
یکی از عوامل مهم در تاب برداشن مدل سه بعدی یا پدیده Warping، تنظیمات نادرست لایه اول میباشد. این تنظیمات شامل دما، ارتفاع لایه (layer height)، ضخامت خط (line thickness) و موارد دیگر است.
به طور مثال برای فیلامنت ABS، میتوانید از تنظیمات زیر استفاده کنید:
دمای نازل: 235 درجه سانتیگراد
دمای صفحه چاپ: 110 درجه سانتیگراد
یکی از چالشهای فیلامنت ABS این است که دمای صفحه چاپ شما به اندازه کافی بالا نیست که لایه اول را به صفحه بچسباند. این به دلیل مقاومت زیاد فیلامنت ABS در دمای بالا است که به این معنی است که دمای زیر 100 درجه سانتیگراد برای آن کارساز نمیباشد.
به طور کلی شما نیاز دارید که دمای صفحه چاپ بالایی داشته باشید تا مواد را گرم نگه دارید تا مدل به صفحه بچسبد و در عین حال باید دمای نازل را تا حد امکان پایین نگه دارید. دمای کافی برای نازل ضروری است تا لایه ها به خوبی چسبیده و چاپ قوی داشته باشند و از تاب برداشتن مدل سه بعدی جلوگیری کند. اما در صورت تنظیم درجه حرارت بسیار بالا، اثرات انقباض حرارتی بدتر خواهد شد و این به دلیل افزایش تفاوت دما بین نازل و تخته است.
با توجه به نتیجه چاپهایتان، میتوانید با تغییر تدریجی در دمای نازل و صفحه چاپ، انطباقی بین استحکام چاپ و تاب برداشتن مدل سه بعدی پیدا کنید. میتوانید با افزایش یا کاهش 5 درجه سانتیگرادی در دما، تنظیمات را تغییر داده و نتیجه را بررسی کنید. در این روند، باید به دنبال تعادلی باشید که علاوه بر استحکام مناسب چاپ، تاب برداشتن (Warping) را نیز به حداقل برساند.

برای چاپ از محفظه استفاده کنید
همان طور که در قبل گفته شد، مقاومت فیلامنت ABS در برابر دما، آن را مستعد Warping میکند. برای کاهش این اثرات، سعی کنید از دستگاههای محفظه دار برای چاپ و یا از یک محفظه بر روی دستگاه استفاده کنید تا دمای محیط افزایش یابد. این کار باعث کاهش نیروهای ایجاد شده توسط انقباض حرارتی میشود و از تاب برداشتن مدل سه بعدی جلوگیری میکند.
برخی از محفظههای موجود در بازار، هوای محفظه را گرم میکنند، گرچه که این کار اغلب ضروری نمیباشد. معمولا گرمای صفحه چاپ برای حفظ دمای مناسب کافی میباشد. اگر بودجه کافی در اختیار دارید، کار را ساده تر کرده و از یک پرینتر سه بعدی محفظه دار استفاده کنید.
اینکه از کدام روش استفاده کنید اهمیتی ندارد. محفظه را قبل از استفاده تست کنید تا مطمئن شوید که به قطعات چاپی و دستگاه آسیبی وارد نمیکند.
از دستگاههای محفظهدار در کمپانی Creality میتوان به K1C و k1 max اشاره کرد.

از چسب استفاده کنید
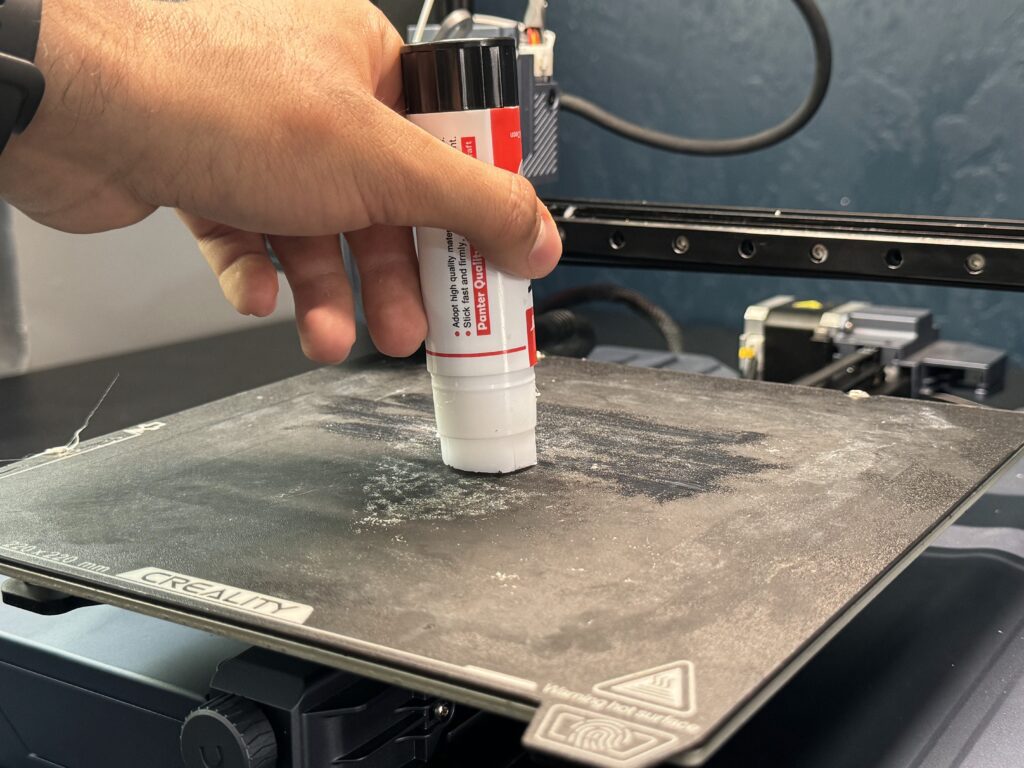
یکی دیگر از روشهای مؤثر و کم هزینه برای جلوگیری از تاب برداشتن مدل سه بعدی، استفاده از چسب میباشد. این کار باعث میشود که اولین لایه چاپ کمی بیشتر روی صفحه چاپ بچسبد و از بلند شدن قطعه جلوگیری میکند.
چسبهای رایج شامل اسپری مو، چسبهای معمولی و همچنین محلولهای تجاری مثل Magigoo است. به طور ویژه برای فیلامنت ABS، محلولی از ABS و استون گزینه مناسبی میباشد.
صرف نظر از چسبی که استفاده میکنید، مطمئن شوید که هر بار فقط یک لایه نازک را چسب بزنید و در صورت نیاز دوباره این کار را تکرار کنید. اگر از این روش استفاده میکنید، همانطور که قبلا گفته شده، باید هر از چند گاهی صفحه چاپ خود را تمیز کنید.
از Brim یا Raft استفاده کنید
به عنوان آخرین راهکار برای جلوگیری از تاب برداشتن مدل سه بعدی، میتوانید از Brim یا Raft استفاده کنید. Brim لایه اول را با اعمال محیطهای اضافی، گسترش میدهد. در حالی که Raft، لایههای اضافی را اعمال میکند و سپس مدلها روی آنها چاپ میشوند. این روشها با افزایش سطح در تماس با صفحه چاپ، به چسبندگی چاپ کمک میکنند. Raft همچنین میتواند تراز نامناسب صفحه چاپ را جبران کند.
توجه داشته باشید که در این روش، زمان چاپ افزایش پیدا میکند و فیلامنت بیشتری را مصرف میکند. با این حال اگر مدل شما سطح تماس کوچکی با صفحه چاپ دارد، ممکن است برای جلوگیری از جابهجایی آنها ضروری باشد.

جمع بندی و نتیجه گیری
یکی از مشکلات رایجی که در قطعات چاپ شده توسط پرینترهای سه بعدی ایجاد میشود، تاب برداشتن مدل سه بعدی یا همان پدیده Warping میباشد. روشهای مختلفی برای جلوگیری از تاب برداشتن مدل سه بعدی وجود دارد که هرکدام مزایا و معایب خود را دارند این روشها عبارتند از:
1- تمیز کردن صفحه چاپ
2- تنظیمات درست لایه اول
3- استفاده از محفظه
4- استفاده از چسب
5- استفاده از Brim یا Raft برای چاپ
کاربران با توجه به شرایط، مزایا و معایب هر روش و بودجه در اختیار خود، روش مناسب را انتخاب کرده و آن را به کار میگیرند.